

Running inventory for a growing business means constantly bumping into supplier constraints. You need 85 units to cover the next six weeks, but your supplier requires orders in multiples of 144. Your warehouse shelf fits exactly 8 cartons, but that ninth carton blocks the fire exit. Meanwhile, working capital is already stretched covering payroll and that equipment lease coming due.
This is the daily reality of MOQ reorder calculation for SMBs — where textbook formulas crash into operational constraints. After watching a lot of small operations wrestle with these trade-offs, I put together a practical framework that actually holds up when you're juggling supplier minimums, carton quantities, storage limits, and cash flow at the same time.
The real MOQ puzzle facing small operations
Most inventory guides treat minimum order quantities as a simple rounding exercise. Round up to the MOQ, done. But walk through any small warehouse and you'll see why that breaks down fast.
-
Ordering 12 cases meant finding space for 11 cases after filling the primary pick location
-
Meeting the $2,500 minimum meant tying up cash that wouldn't turn for 8–10 weeks on slower items
-
Splitting orders across multiple POs increased freight costs but kept cash available
Standard reorder formulas completely miss these interconnected constraints. EOQ assumes you can order any quantity. Safety stock calculations ignore that you might need to order 6 months of supply just to clear a supplier minimum.
Breaking down the constraint hierarchy
Successful SMBs typically work through four constraint levels when calculating reorders.
Never run out of stock or overorder again.
Listoly streamlines inventory workflows to keep your business stocked and profitable.
- Real-time stock tracking
- Automated reorder alerts
- Supplier and purchase management
No credit card required
Level 1: Unit minimums The supplier's MOQ in pieces, cases, or pallets. Hard floor — you literally cannot order less.
Level 2: Cartonization rules How products ship and store. A supplier might sell individual units but only ship in case packs of 24. Your warehouse might store in case quantities even if you sell singles.
Level 3: Physical space limits Actual cubic footage available — not theoretical capacity, but real space accounting for aisle access, weight limits, stacking restrictions, and whatever's going on in that back corner.
Level 4: Cash deployment limits Working capital allocated to inventory, factoring in payment terms, expected sales velocity, and competing cash needs.
Each level constrains the ones below it. You might calculate a clean order quantity that fits your space, then find it blows your cash limit. Or you have plenty of cash and space, but the MOQ forces you into 3x what you actually need.
The practical reorder calculation framework
Here's the calculation sequence that works for cash-and-space constrained operations.
-
Calculate unconstrained need — Start with your basic reorder need, ignoring all constraints: current inventory on hand, plus open POs expected to arrive, less demand during lead time, less safety stock requirement. What's left is your net reorder need.
-
Apply MOQ rounding — Round up your net need to the supplier's minimum. If MOQ is in units, round up to the next multiple. If MOQ is in cases, convert need to cases first, then round up. If MOQ is dollar-based, calculate the units needed to hit that minimum.
-
Check cartonization waste — Divide units ordered by units per carton to get full cartons plus any partial. If the partial is above 0.7, consider rounding up — the waste is lower. If it's below 0.3, consider waiting or combining with other SKUs on the same PO.
-
Validate storage capacity — Convert the order to storage requirements: cartons multiplied by cubic feet per carton. Compare that to available space in primary and overflow areas. If you're over capacity, reduce to the maximum storable quantity.
-
Apply cash constraints — Calculate total cash requirement
order quantity times unit cost, plus estimated freight (usually 5–8% for most SMBs), plus receiving labor (typically $2–4 per carton). If that exceeds your cash limit, reduce quantity or explore splitting.
Visual workflow of the five-step sequence:
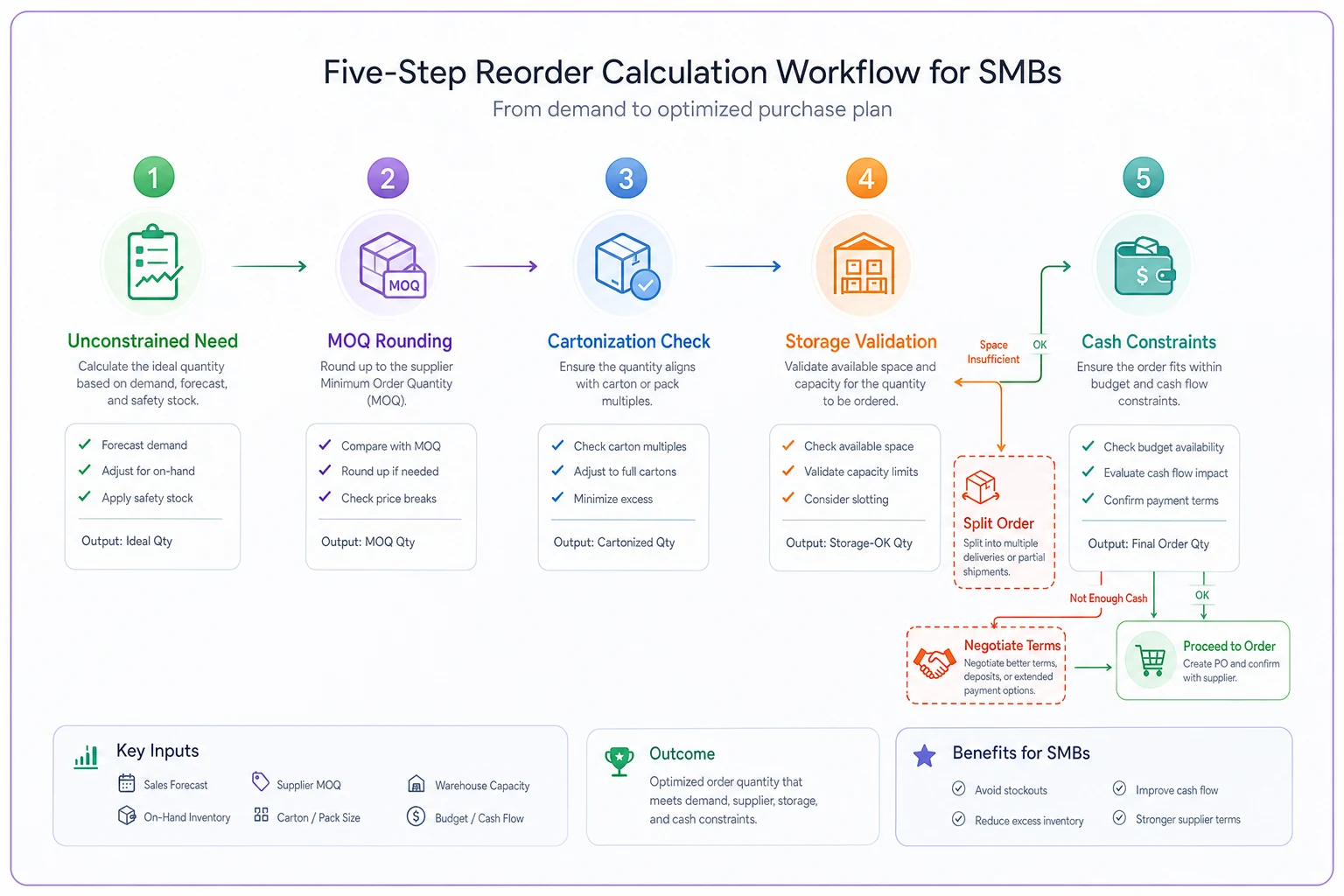
These five steps sound simple written out, but going through them in order — rather than jumping straight to MOQ rounding — is what prevents the expensive surprises.
Worked example: Consumer electronics accessories
A small electronics retailer ordering phone cases — here's how it plays out.
Baseline data:
-
Current inventory
47 units
-
Weekly sales
18–22 units (average 20)
-
Lead time
3 weeks
-
Safety stock target
2 weeks of demand
-
Supplier MOQ
120 units
-
Carton quantity
24 units
-
Unit cost
$4.50
-
Available storage
8 carton spots for this SKU
-
Cash available for this category
$2,000
Step 1: Unconstrained need
-
Current
47 units
-
Open POs
0
-
Demand during lead time
20 × 3 = 60 units
-
Safety stock
20 × 2 = 40 units
-
Net need
60 + 40 - 47 = 53 units
Step 2: MOQ rounding
-
Need 53, MOQ is 120
-
Must order 120 units minimum
Step 3: Cartonization check
-
120 units ÷ 24 per carton = 5 cartons exactly
-
No waste, perfect carton multiple
Step 4: Storage validation
-
Need 5 cartons, have space for 8
-
Storage OK
Step 5: Cash check
-
Product
120 × $4.50 = $540
-
Freight (7%)
$38
-
Receiving
5 cartons × $3 = $15
-
Total
$593
-
Well within $2,000 limit
Result: Order 120 units (5 cartons)
Clean outcome. But that's the easy version. Now look at what happens when constraints actually collide.
When constraints collide: Advanced scenarios
Same retailer, different SKU — premium tablet cases.
Data:
-
Current inventory
12 units
-
Weekly sales
8–10 units
-
Lead time
3 weeks
-
Safety stock
2 weeks
-
Supplier MOQ
144 units
-
Carton quantity
12 units
-
Unit cost
$18.50
-
Available storage
6 carton spots
-
Cash available
$2,000 (shared with other SKUs)
Initial calculation shows a need for 35 units. MOQ forces the order to 144 units — that's 12 cartons. But there's only space for 6 cartons (72 units).
Option 1: Order 72 units Violates MOQ — supplier won't accept.
Option 2: Order 144, find overflow storage 6 cartons in primary location 6 cartons in overflow (harder to pick, added cost) Total cash: ~$2,800 — exceeds budget
Option 3: Split order timing Order 144 units, request delivery in two shipments 72 units now, 72 units in 6 weeks Some suppliers allow this, often with a split-ship fee
Option 4: Negotiate payment terms Order full 144 Request 50% deposit, 50% net-30 Reduces immediate cash outlay to around $1,400
This SKU needs Option 3 or 4 to work — or an honest conversation about whether the product belongs in the assortment at all. Sometimes that's the right answer.
PO-splitting tactics for constrained operations
When ideal order quantities exceed your constraints, splitting becomes essential.
Split by delivery timing
-
Common for suppliers with local warehouses
-
Usually adds $25–75 per additional shipment
-
Preserves MOQ pricing
-
Best for space-constrained operations
Split by payment terms
-
30/30/40 splits (30% deposit, 30% on ship, 40% net-30)
-
Seasonal dating (order now, pay in peak season)
-
Consignment for proven SKUs
-
Best for cash-constrained operations
Split across SKUs
-
Group slow-movers with fast-movers
-
Order complementary items together
-
Build "variety packs" for dead stock
-
Best for MOQ-constrained operations
Split by location
-
Direct-ship a portion to secondary locations
-
Use the supplier as temporary overflow
-
Drop-ship large orders directly to customers
-
Best for multi-location operations
When asking suppliers about split shipments, confirm any per-shipment handling fees and estimated delivery windows upfront — those small costs often change the math.
Splitting isn't free, but it's often cheaper than rushed freight or financing large excess inventory.
Building your reorder calculation template
Here's a practical template structure that handles these constraints:
| Data Input | Formula | Constraint Check |
|---|---|---|
| Current Inventory | (A) | — |
| Weekly Demand | (B) | — |
| Lead Time Weeks | (C) | — |
| Safety Stock Weeks | (D) | — |
| Net Need | (B×C) + (B×D) - A | If negative, no order |
| Supplier MOQ | (E) | — |
| MOQ Adjusted | ROUNDUP(Net Need ÷ E) × E | Must be ≥ E |
| Units per Carton | (F) | — |
| Cartons Needed | ROUNDUP(MOQ Adjusted ÷ F) | Check vs space |
| Available Carton Spots | (G) | — |
| Space Adjusted | MIN(Cartons Needed × F, G × F) | May need splitting |
| Unit Cost | (H) | — |
| Available Cash | (I) | — |
| Cash Adjusted | MIN(Space Adjusted, FLOOR(I ÷ (H × 1.1))) | Include freight buffer |
| Final Order Qty | Cash Adjusted | Round to carton multiple |
The 1.1 multiplier on unit cost covers typical freight and handling — adjust based on your actual costs. Some operations run higher, especially with temperature-controlled freight or remote delivery zones.
Incorporating demand uncertainty
Real demand varies, which makes these calculations messier. A few practical adjustments:
For stable items (CV < 30%): Use average demand in calculations.
For variable items (CV 30–60%): Use P75 demand (75th percentile) instead of average.
For highly variable items (CV > 60%): Run separate scenarios for P50, P75, and P90 demand. Order based on your cash impact tolerance.
For seasonal items: Build separate templates for peak and off-peak periods. Include storage cost in off-peak calculations — it adds up more than people expect, especially when you're paying for square footage that could hold faster-turning product.
The technology factor
Manual calculations are manageable under 50 SKUs. Beyond that, spreadsheets get error-prone fast. Around 200 SKUs, most operations genuinely need systematic help.
This is where AI-powered operational software makes a real difference. Instead of juggling spreadsheets, these platforms automatically factor in your constraints when suggesting reorders — tracking which suppliers allow split shipments, storing carton quantities, and calculating cash requirements including freight.
The math itself isn't the hard part. What's hard is maintaining accuracy as your constraint parameters change. When your warehouse adds a shelf, a supplier updates MOQs, or you negotiate new payment terms, the system adapts automatically. With manual methods, you're updating every spreadsheet and hoping nobody pulls an old version at the wrong moment. That's where expensive mistakes happen.
Common pitfalls to avoid
Ignoring partial carton costs Some suppliers charge 15–20% premiums for broken cartons. Always calculate the true cost difference before assuming a smaller order saves money.
Optimizing individual SKUs in isolation Combined orders often unlock freight savings or payment terms that more than offset higher inventory costs on individual items.
Using the same safety stock formula for MOQ items High-MOQ items already have built-in buffer. Don't double-layer safety stock on top.
Assuming storage space is fixed Vertical storage additions or temporary overflow arrangements often cost less than the carrying cost of split shipments. Worth at least pricing it out before defaulting to a split-ship fee.
Treating all cash equally Payment terms change the math. Net-60 inventory carries a different real cost than COD even at identical unit prices.
Making it work in practice
The businesses that handle MOQ constraints well tend to share a few habits.
They maintain a constraint scorecard for each supplier — MOQs, carton quantities, payment terms, split-ship policies — and update it quarterly through regular supplier conversations. Not a massive project, just a running document that actually reflects current terms rather than what was negotiated two years ago.
They batch orders strategically, grouping complementary items to efficiently hit minimums while staying within space limits. A clothing boutique might order winter accessories with coats to clear a $5,000 minimum, even though accessories alone would trigger a $500 small-order fee.
They also negotiate more creatively than most people expect is possible. One food distributor worked out "storage terms" with a key supplier — ordering at MOQ for pricing, but taking delivery in planned increments. The supplier held inventory at no charge because it guaranteed the full sale. You don't get deals like that without asking.
Most importantly, they track the actual cost of constraint violations. Rushed air freight because you under-ordered. Financing charges from over-ordering. Lost sales from stockouts. Those numbers get recorded and factored into future decisions. Without that tracking, every trade-off is just a guess.
The path forward
MOQ reorder calculation for SMBs isn't about finding the perfect formula. It's about building a practical system that balances multiple constraints while leaving room to handle real operational surprises.
Start by documenting your actual constraints — not theoretical ones. Measure real available storage, actual cash conversion cycles, real supplier flexibility. Build calculations that reflect those realities, not idealized assumptions.
Then track what happens when constraints get violated. How much did that overflow storage cost? What was the actual impact of tying up cash in excess inventory? Those measurements are what makes future trade-offs sharper.
The framework here isn't perfect, but it holds up across a wide range of small operations dealing with the same daily tension: how to order what you need when suppliers, space, and cash all push in different directions. Whether you're working through it manually, in spreadsheets, or using operational software, the key is consistency. Document your constraints, stick to a process, and refine based on what actually happens.
The framework here isn't perfect, but it holds up across a wide range of small operations dealing with the same daily tension: how to order what you need when suppliers, space, and cash all push in different directions. Whether you're working through it manually, in spreadsheets, or using operational software, the key is consistency. Document your constraints, stick to a process, and refine based on what actually happens.
Ready to optimize your inventory operations?
Join 2,000+ businesses using Listoly to reduce stockouts, save time, and improve order accuracy.